





ABOUT US畑電機製作所について

70年にわたる技術と実績の熱機器の総合メーカー
昭和25年に熱機器の総合メーカーとして、電気炉を始めとする各種熱処理装置や乾燥装置の製造を開始しました。
量産型の小型電気炉「エレポット®」や、お客様のご要望に合わせた大型設備まで、中小企業ならではのフットワークの軽さで最適な装置を提案します。
また、自社で設計から製造、制御盤製作まで一貫して行うため、工程管理や品質管理にも力を入れているのでご安心下さい。
-
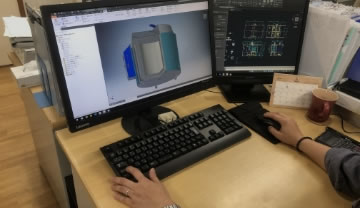 設計
設計ご希望に沿った最適な構造を設計
-
 板金
板金大小問わず自社で板金加工・組立
-
 築炉
築炉伝統の築炉技術を継承
-
 塗装
塗装ご要望に応じた塗装色に対応
-
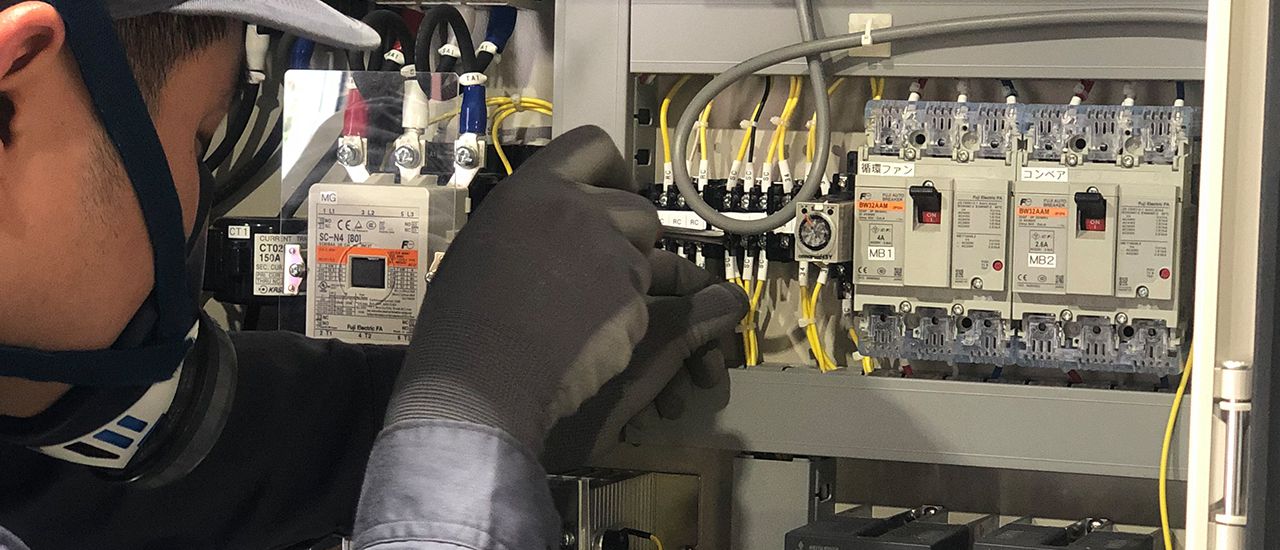
 制御盤
制御盤設計から配線・組立まで全て社内製作
PRODUCTS取扱製品
エレポット電気炉
型成型による軽量化で、業界屈指の低価格・コンパクトさを実現し、鋼材の焼入れ・焼きもどし・焼鈍・金属の溶解・焼結・焼きばめの為の加熱、固溶化熱処理、その他各種熱処理にご使用になれます。



エレパック
鋼材の無脱炭熱処理、鋼材の真空熱処理(真空炉は不要です)、銅合金、アルミ合金、その他の非鉄金属の光輝処理、銀ろう付、真鍮ろう付、銅ろう付等のろう付け作業、その他、空気中での加熱による酸化、燃焼現象を防止する必要のある物の加熱処理を施します。
